Customer solutions
When our customers come to us with a manufacturing challenge they need solving, we compile a multi-disciplinary team to explore ideas and find the best ways to achieve their requirements. The solutions to all the case studies shown here were conceived by applying our overriding principles of simplicity, cost effectiveness, quality and longevity in service.
While we call on decades of experience and a wide breadth of knowledge and understanding from past projects, we are also constantly exploring new and innovative processes.
As our team works together to develop a solution which suits the customer’s needs and budget, we often experience an ‘Ingenia moment’ when we realise we have come up with the right answers. It is never about someone standing up in our design concept meetings declaring they’ve found the perfect solution, however. More often than not, this moment of realisation that we’ve found the best concept for an automated machine or process is marked by a pause and quiet agreement.
Connected thinking, connected solutions.
Automated cup packing machine (adapted RBX20)
The challenge
A leading US based international foodservice packaging company had just taken over another company’s premises and were keen to make improvements and upgrades to automation for faster and more consistent production rates without additional labour at the boxpacking end of the line. They needed to be competitive on price, save on tedious manual labour and keep space usage to a minimum.
The solution
Using an existing design for a box filling machine, which we now call the RBX20 as it has become a series unit, we configured it to deal with two different lines coming in and two different box fill configurations at the same time. We achieved this with a single robot.
The result
The customer integrated the new lines within budget and it was installed to their schedule. The system has the ability to be programmed for other derivatives of box and packed lid size with simple changes to the main control HMI, which means less time at product changeover and no extra change parts. Staff are also less likely to suffer from health and safety issues associated with lifting and repetitive work and can be redeployed to other parts of the factory. Attending to the machine is not a constant task and only requires occasional refilling with flat pack boxes. This has resulted in increased productivity by combining the two lines and automation of boxing multiple products (boxes and lids) with little external operator input, taking a much shorter time than competitors’ offerings.


“
It has been great working with Ingenia over the past five years. The machines we have received from them have been top notch and priced very reasonably – a lot of bang for the buck! The service has been exceptional as well and they have been quick to respond with intelligent answers to any follow-up questions we’ve had. I look forward to working with Ingenia for many years to come to help my organisation stay on top of new technologies and stay competitive in our markets.
”
Client Senior Project Engineer
The Ingenia moment
Although similar to other applications we had already developed, this project required increased throughput rates for two separate feed lines from individual product bagging machines.
We knew a single ABB robot solution could perform the tasks of picking, erecting and taping the bottom flap of the boxes needed for both lines at the speeds envisaged, but our Ingenia moment came when we decided to put two collation systems into a single modular unit. Doubling up with these while still using a single robot meant that the overall footprint only increased slightly.
“
It has been great working with Ingenia over the past five years. The machines we have received from them have been top notch and priced very reasonably – a lot of bang for the buck! The service has been exceptional as well and they have been quick to respond with intelligent answers to any follow-up questions we’ve had. I look forward to working with Ingenia for many years to come to help my organisation stay on top of new technologies and stay competitive in our markets.
”
Client Senior Project Engineer
The Ingenia moment
Although similar to other applications we had already developed, this project required increased throughput rates for two separate feed lines from individual product bagging machines.
We knew a single ABB robot solution could perform the tasks of picking, erecting and taping the bottom flap of the boxes needed for both lines at the speeds envisaged, but our Ingenia moment came when we decided to put two collation systems into a single modular unit. Doubling up with these while still using a single robot meant that the overall footprint only increased slightly.
Compact bottle-blower
The challenge
A leading worldwide clinical trials company needed a bottle blower machine which is often used to remove unwanted dust and foreign matter from the inside of pharmaceutical tablet bottles after they have been moulded and before they are filled. They would normally be able to get these machines from the bottle suppliers but they made them too big for their operation so they needed a smaller version.
The solution
Because these machines were already available for us to look at, it was fairly simple to work with our client’s engineering team to come up with a smaller version. We simply looked at each stage of the process and saw where we could save space or make things smaller.
The result
They got the machine they needed to fit into the space they had so saved on needing to build a new area to house a larger machine as medical clean rooms are very expensive to build.


The solution
Because these machines were already available for us to look at, it was fairly simple to work with our client’s engineering team to come up with a smaller version. We simply looked at each stage of the process and saw where we could save space or make things smaller.
The result
They got the machine they needed to fit into the space they had so saved on needing to build a new area to house a larger machine as medical clean rooms are very expensive to build.

The Ingenia moment
The unique requirements of manufacturing a compact version of an already proven range of machines (from serial manufactures) meant we had to completely re-think the mechanism that inverted the pharmaceutical bottle over the ionised air jet blast.
We realised this could be achieved in one movement within a very short space by incorporating a specialised gearbox arrangement. This turns the bottle through 180 degrees and then back again in just a few centimetres of linear travel, giving the customer a fully functioning machine within a vastly decreased overall footprint.
Automated keg bagging machine
The challenge
A large multinational pharmaceutical company needed to seal a particular pharmaceutical product in two layers of thick polythene bags to ensure nothing could get in or out during transportation. They had been performing this task manually which resulted in issues with manual handling, inconsistency of quality and limited capacity. To improve these issues, they wanted an automated solution.
The solution
By working closely with the client’s own engineering team, we created a machine which could carry out this task automatically. As it would be going into a medical clean room, we had to test it extensively in our own work shop as there would be no room for performance or quality issues once it was installed.
The result
The installed machine is inspected daily with swap tests to ensure it stays free from dust or bug traps and the client has been very pleased in this regard. They are also pleased with how much their production capacity has been increased without the need to take on extra staff. Consistency of quality, issues with manual handling and all round performance has also dramatically improved.



The Ingenia moment
This project required the double bagging and sealing of a large container giving a perfect seal to both bags and in an ultra-clean environment. We had several initial thoughts on how we could do this, but the real Ingenia moment only came after concept proving trials at our factory on a cone mandrel arrangement and specially manufactured sealing bars.
This system in particular highlights that even with the best ideas and hours of discussion, sometimes you just have to build a simple conceptual piece of equipment to prove that our ingenious ideas will work in practice.
The solution
By working closely with the client’s own engineering team, we created a machine which could carry out this task automatically. As it would be going into a medical clean room, we had to test it extensively in our own work shop as there would be no room for performance or quality issues once it was installed.
The result
The installed machine is inspected daily with swap tests to ensure it stays free from dust or bug traps and the client has been very pleased in this regard. They are also pleased with how much their production capacity has been increased without the need to take on extra staff. Consistency of quality, issues with manual handling and all round performance has also dramatically improved.
The Ingenia moment
This project required the double bagging and sealing of a large container giving a perfect seal to both bags and in an ultra-clean environment. We had several initial thoughts on how we could do this, but the real Ingenia moment only came after concept proving trials at our factory on a cone mandrel arrangement and specially manufactured sealing bars.
This system in particular highlights that even with the best ideas and hours of discussion, sometimes you just have to build a simple conceptual piece of equipment to prove that our ingenious ideas will work in practice.
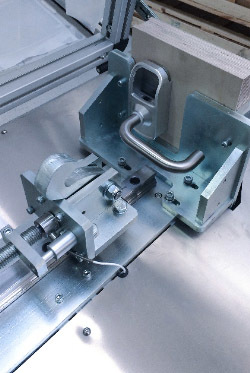
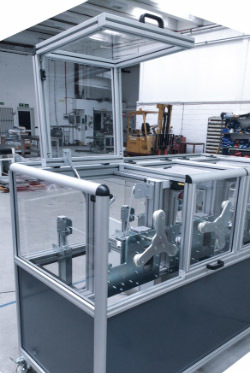
Lock and handle test machines
The challenge
A leading manufacturer of access control and door entry systems were testing their products to BN/EN standards using manual rigs which required someone to operate for weeks and weeks in some instances. They needed an automated solution which could meet the same standards but also record the results of the testing, including destruction tests, digitally and would look good so they could show them to prospective clients.
The solution
Our extensive experience in testing systems allowed us to design and manufacture two automated systems that could run for extended periods without any supervision and would collect data on the required test results in a downloadable format. These machines could accommodate several variations of door handle/lock with minimal change tooling.
The result
We achieved two good looking (in test machine terms) automated machines that worked very effectively to give readings to the international standards applicable with simple interchangeability of new test samples. Derivatives of the customer’s products could be swapped out quickly to reduce downtime between tests. The machines were robust and quiet too.
The Ingenia moment
The two machines used for this application were largely based on some sections of other types of electro-mechanical testing systems we had built for the automotive industry, so we already had some experience on the components we might use.
We realised we had come up with the right configuration for the life-cycle testing machine when we settled on a controlled rotary movement for the mechanism under test. This allowed three products to be tested at the same time alongside each other increasing the overall testing capacity – a crucial factor when you consider that the required length of each individual product test is measured in weeks.
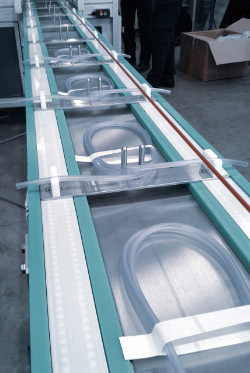
Cut, coil, band machine for medical tubing
(MediTuber 600)
The challenge
A leading manufacturer of medical equipment needed to automate the process of cutting, coiling and banding lengths of medical tubing then attach fittings at the ends. Increased demand and a need to work more efficiently lead them to want to automate the process.
The solution
We used an ABB robot to carry out the cutting, coiling and banding of the tubing but could not automate the attaching of the fittings within the client’s budget. Instead, we added a fixture arrangement mounted on a conveyor to the out-feed to the system which means a minimal number of operators could add the fittings by hand as the coils came by. The customer integrated the new system within budget and in the space allocated. The system worked well after installation and they have since gone on to adapt it with our help (tooling changes) themselves to do different tube diameters.
The result
They reduced the amount of labour required and increased productivity. After the payback period, this meant lower costs per pack resulting in higher profits.
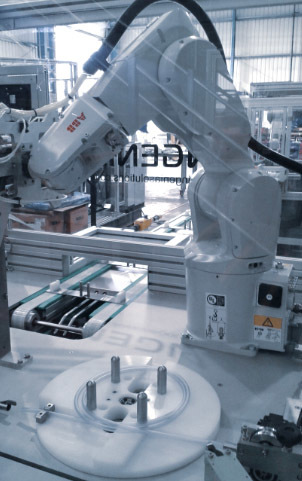
The Ingenia moment
Although this customer’s basic requirements were similar to previous machines we had built, the main differences were the increased throughput rate and the ability to have an out feed line where operators could add fittings to the coil cut ends.
We realised we could achieve this by holding the cut and banded tube coils in fixtures on a conveyor and utilising a small ABB robot to manipulate the partially complete product and mount it on a moving fixture.

Bosch Rexroth conveyor system
The challenge
A major international food manufacturer needed to increase their output due to high demand for their products. They needed to rearrange existing packing lines to accommodate new ones. They had a specific layout outline they needed to achieve.
The solution
We started by analysing the customers desired layout and optimising it for space and components using our experience and specialist knowledge. This created an extensive but compact arrangement at a price the customer could justify in their budget. We then established the best use of Bosch VarioFlow modular components and realised they would need specially manufactured mechanical parts to integrate the standard elements of VarioFlow with other manufacturers equipment. The customer gained all the new lines they needed within budget and installed to their schedule.
The result
They had increased productivity with a better use of floor space which allowed them to meet new productivity targets and get the most out of their other automated systems.


The solution
We started by analysing the customers desired layout and optimising it for space and components using our experience and specialist knowledge. This created an extensive but compact arrangement at a price the customer could justify in their budget. We then established the best use of Bosch VarioFlow modular components and realised they would need specially manufactured mechanical parts to integrate the standard elements of VarioFlow with other manufacturers equipment. The customer gained all the new lines they needed within budget and installed to their schedule.
The result
They had increased productivity with a better use of floor space which allowed them to meet new productivity targets and get the most out of their other automated systems.

The Ingenia moment
On this project the customer’s own engineering department had very clear initial thoughts on the layout required and the integration of other standard equipment such as metal detectors.
We used our considerable knowledge of conveyors and the Bosch Rexroth VarioFlow system in particular, to rationalise the customer layout by utilising the system’s wide range of options and make the best use of the available floor space.
There was a key moment early on when the customer realised that they could trust our experience and expertise with conveyors to successfully guide them through this crucial stage of a major factory layout change.